Engine Blueprinting
Every engine builder has his own definition for what "Blueprinting" means ... and so do we.
A "rebuilt" engine is torn down, and re-assembled in a workshop.
A "blueprinted" engine is torn down and "fitted" back together ..... in a machine shop.... not a workshop.
In a properly blueprinted engine, all sealing surfaces are lapped or cut true, all bearings are fitted in the cases to spec, and all shafts are fitted to the cases. Every part is scrutinized to assure it can do it's job without failing. The result of a proper "blueprint" assembly is an engine that can run and shift better than new ... and have reliability that is better than new.
It is impossible to list the countless tiny details that go into our "Blueprint Assembly" engines. However, here are just a few examples that help to give an understanding.
Fitting the crankshaft Virtually every 2stoke single crankshaft is "located" in the cases by the drive-side crank bearing. That is, the crank relies on the drive-side crank bearing to "locate it" in the crankcase. Unfortunately, the cases are usually slightly wider than the width of the crankshaft. Under load at high-rpms, that drive side bearing, despite it's slight press fit, can move slightly side to side in the case. This movement wears the crankcase, and ultimately causes increased vibration. In addition, this side to side movement can cause a power loss at higher rpms.
In our "Blueprinted" engines, After both crank bearings are properly fitted into the cases, the cases are assembled together so we can get an "exact" width of the two bearings. We then set the crankshaft at that exact bearing width of the cases. Setting the crank at the "exact" width of the cases assures that there is absolutely no side to side movement of the crank. It seems like a small detail, however it results in a smoother running engine and longer bearing life.
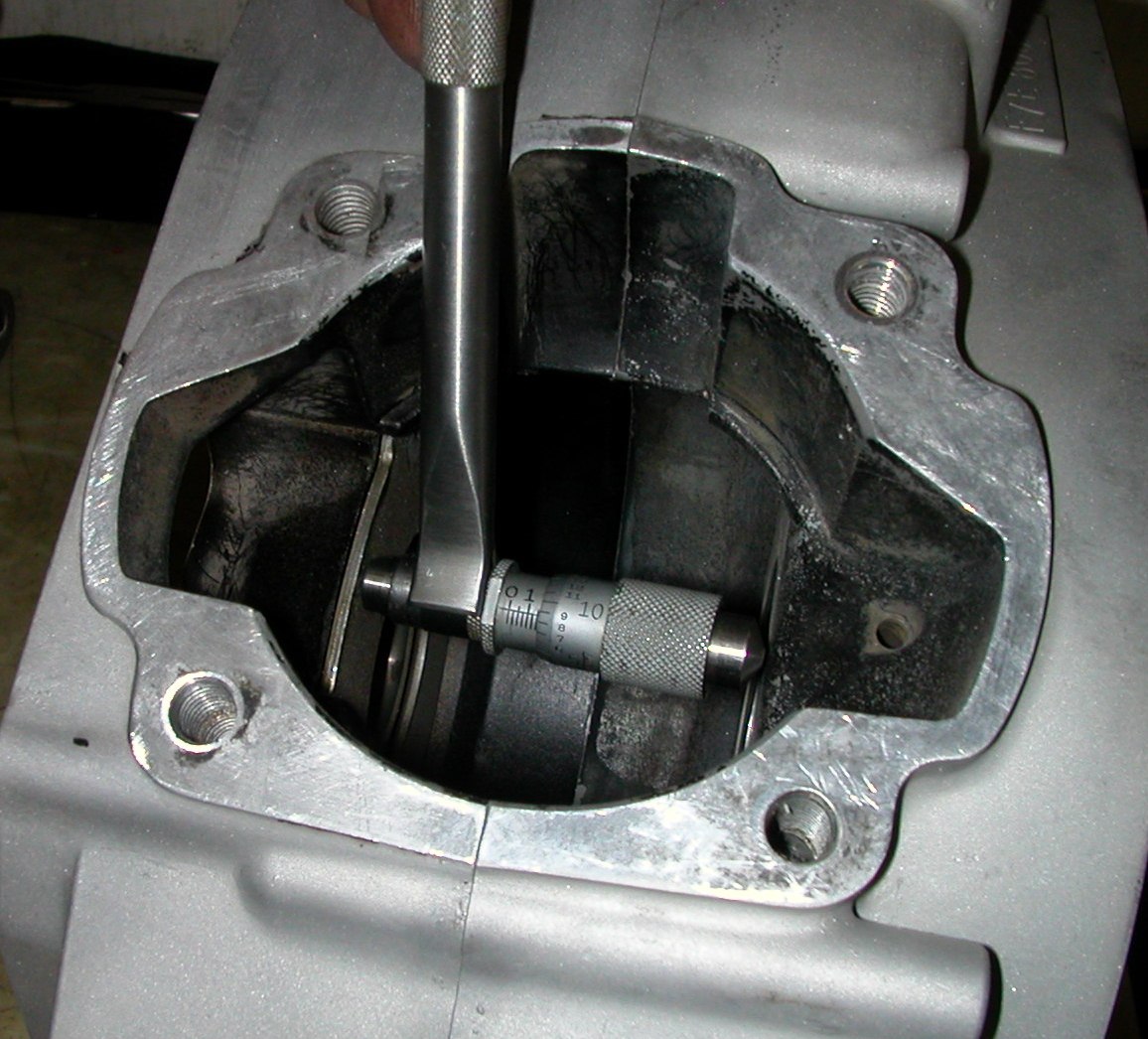 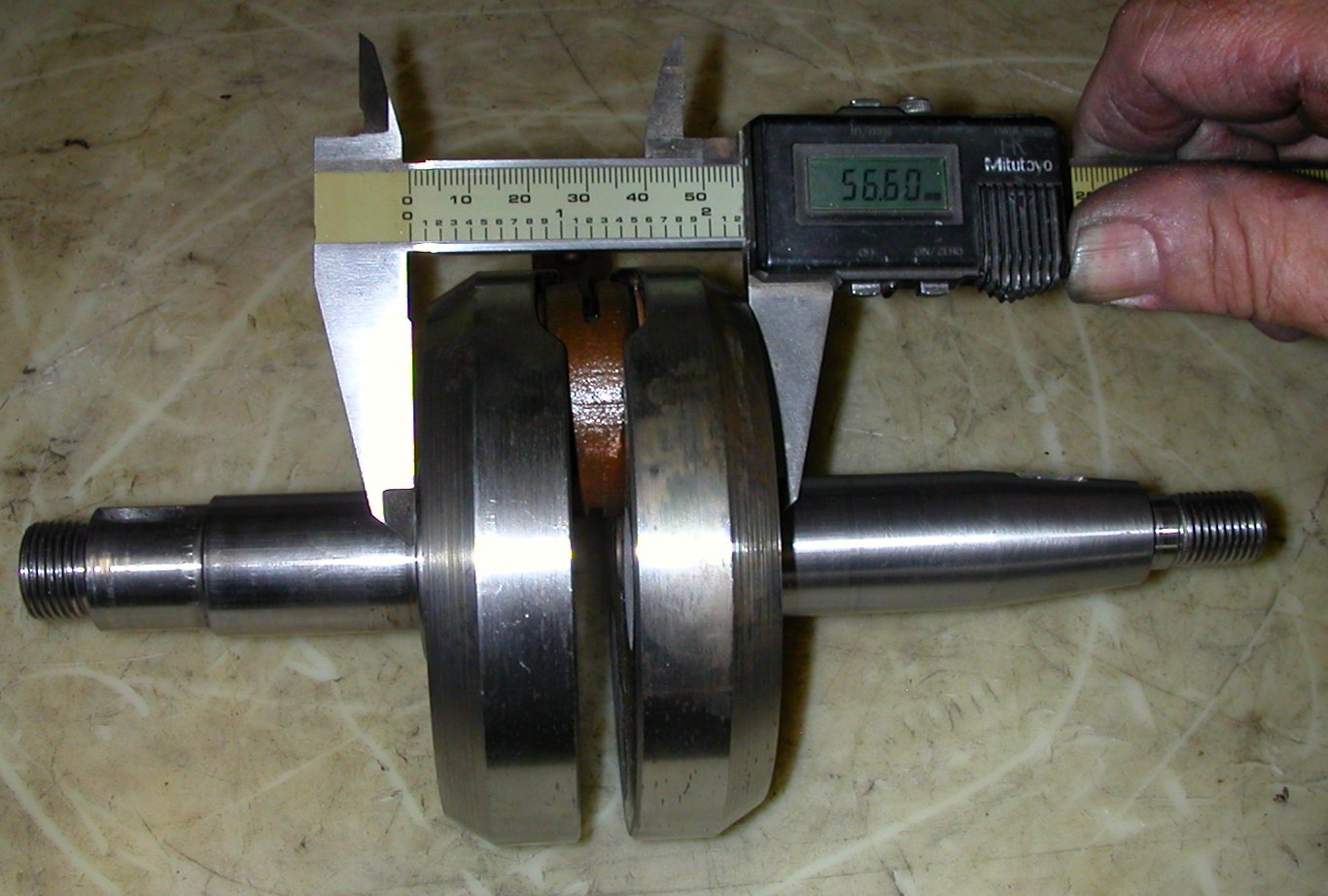 |
| LEFT - Measuring "exact" Crank Bearing Width RIGHT - Setting crankshaft to "exact" crankcase width |
Surface "Squaring" Most mechanics take for granted that the base gasket surface of the cylinder is perfectly square to the bore diameter of the cylinder ... and that the base gasket surface on the cases is perfectly square to the crankshaft centerline. We don't "ever" take that square-ness for granted. The truth is, these surfaces are very often not square .... and even more often, often not perfectly flat. We recently blueprinted a low-hours 2008 YZ80 engine, and found the base surface of the cylinder to be .004" out of square, thus holding the bore at a alight angle to one side. Besides the power loss of a piston moving in an angled bore, the rod bearings also get an angled load that results in premature failure .... it happens "alot" more than you'd think.
Our blueprinted cylinders are set up on "bore mandrel" that allows us to cut the head and base surfaces perfectly square to the bore, and make both surfaces perfectly flat.
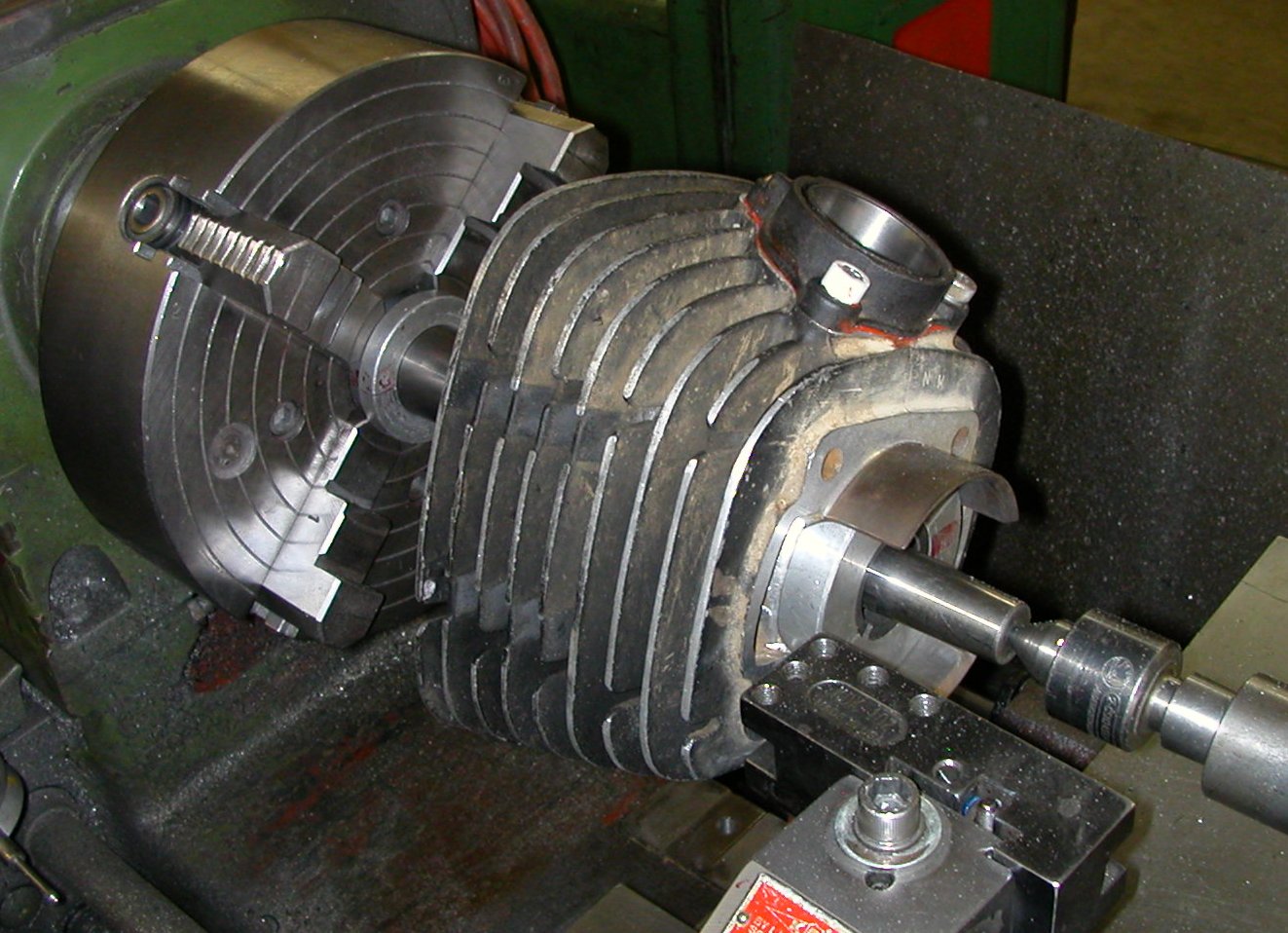 |
Cutting the head gasket and base gasket
surface to be perfectly square to the bore diameter assures optimum
gasket sealing as well as a cylinder bore that is perfectly square to
the connecting rod axis. Cylinder surface squaring is a standard feature included in our engine blueprinting, and an available option for customers getting cylinder boring. |
Crank Case Surfacing and "Squaring" - During the 70s-80s, most of the manufactures sold individual crankcase halves for owners that threw a chain that destroyed a crankcase half. While these replacement cases had "close" to matching base gasket surfaces ... none fit perfectly. Of the five Kawasaki Bighorn motors we acquired to build our road racers, every one had cases with mis-matching base gasket surfaces (that caused air leaks) ... again, it happens "alot more than you'd think. To resolve this problem, all blueprinted cases are set up on a mill to cut the base gasket surface perfectly flat, and perfectly square to the crankshaft axis. The result is reduced air leaks and a cylinder that sits perfectly square to the connecting rod.

|
The cases to the left are very typical
for older dirt bike crankcases. Here, the chain side case was
obviously replaced at some point in time (likely because of damage from
a broken chain "event"). The cases clearly have different base
gasket surface profiles since they were manufactured at different times.
As we received this running motor, the base gasket surface on the newer case was .007" higher than the other original case.... and it had a serious base gasket air-leak at front and back. These cases have now been machined to offer a perfectly flat and square base gasket surface. |
Optional Crank Case Sleeving - In all blueprinted engines, the cases are inspected for the correct press fit of the crank bearings. In most vintage two strokes, the crank bearing holders in the cases are a soft-alloy cast iron that can wear easily. When this wear takes place, the loose fit of the bearings in the case causes a host of problems (excessive vibration, rapid crank seal wear, etc). We also often see this same wear on the bearing behind the countershaft sprocket. A loose bearing here results in frequent missed shifts and jumping out of gear. To fix this loose bearing fit, we bore the stock sleeve out of the crankcase and insert a custom made steel alloy sleeve to restore the proper press fit of the bearing into the case.
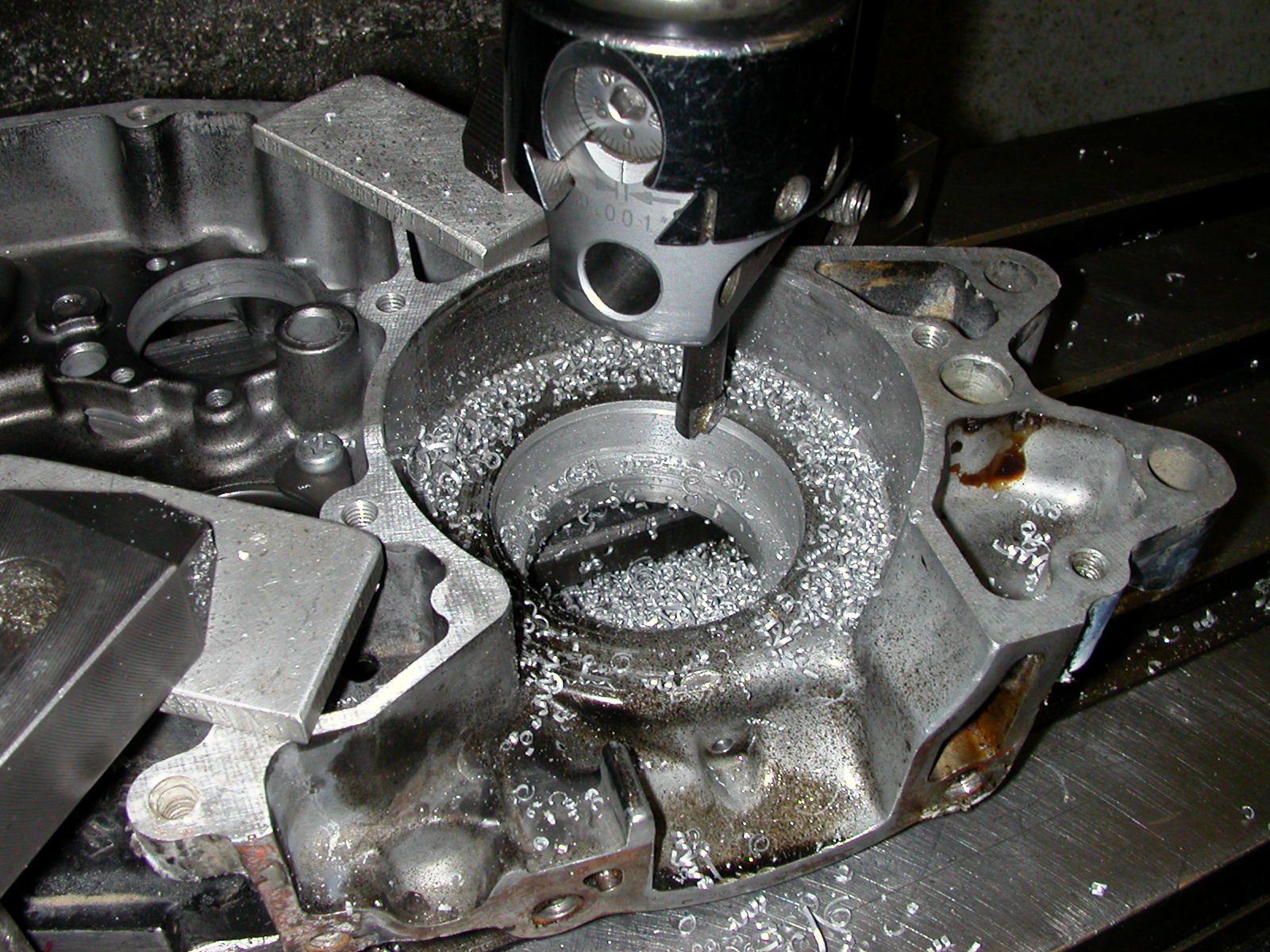 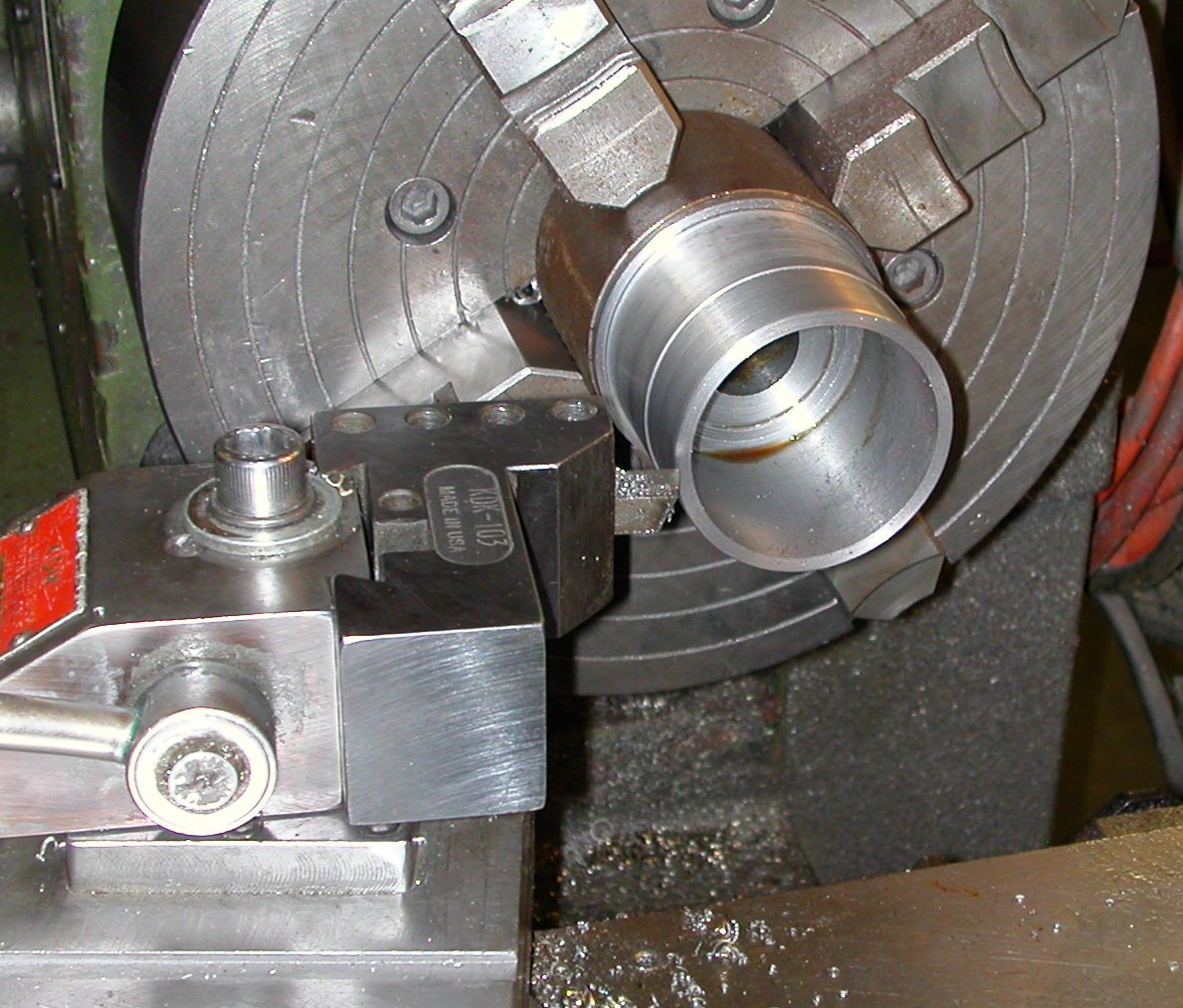 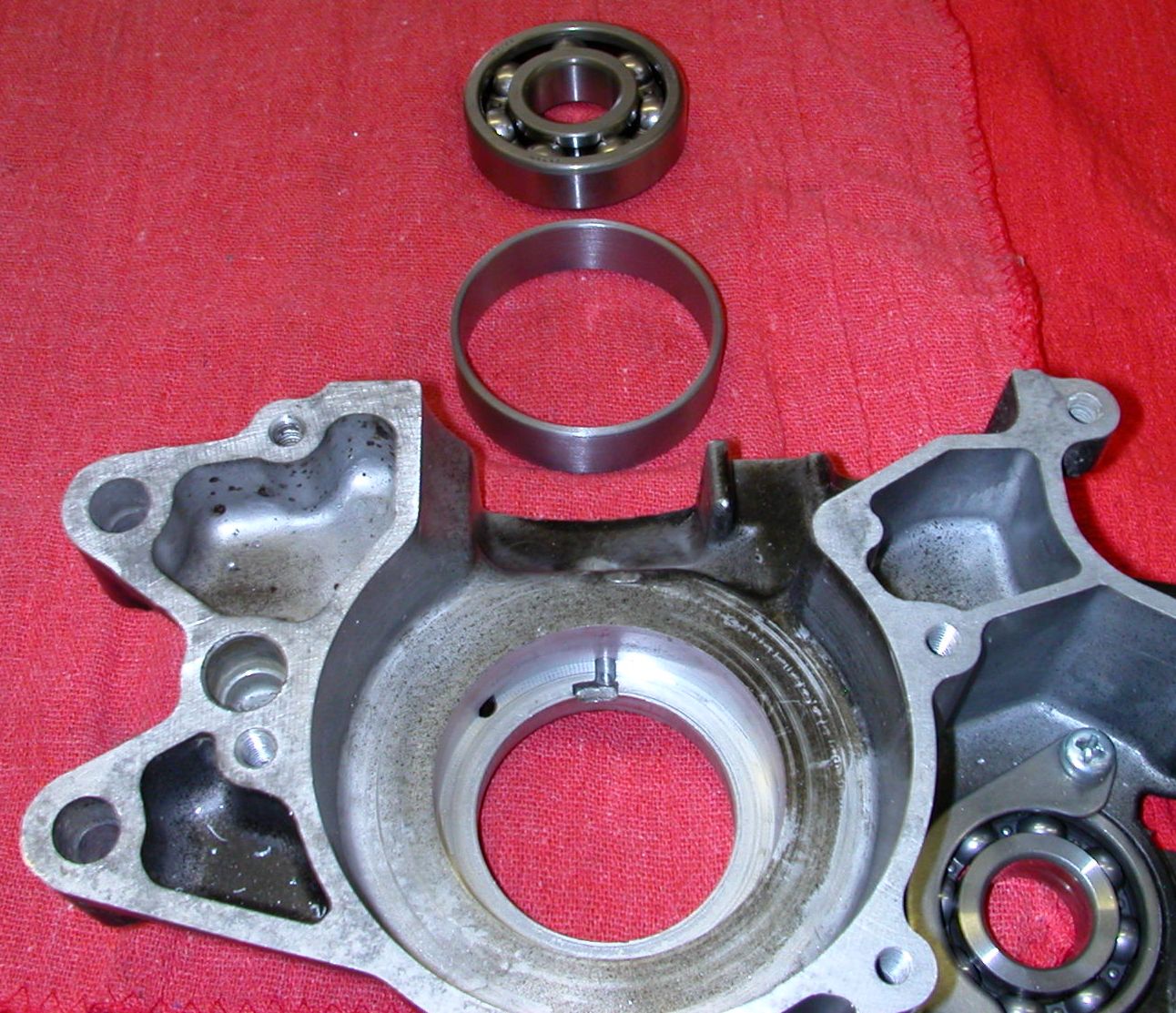 |
| LEFT - Boring out old bearing sleeve CENTER-Making custom Sleeve RIGHT - Sleeve & bearing ready to install |
Engine Blue-Print Assembly Price List
| Single Cylinder Basic Blueprint Assembly Labor - (assembled running engine) | 575. |
| Single Cylinder Basic Blueprint Assembly Labor (dis-assembled engine) | 750. |
| ADDITIONAL COSTS | |
| Cylinder Boring, sizing, & chamfering | 70.00 |
| Exhaust Valve-gear Removal, cleaning and Re-install | 60.00 |
| Cylinder re-sleeving | quote |
| Crankcase bearing re-sleeving labor (one hole) | 130.00 |
| Crankshaft Rebuild (labor only) | 70.00 |
| 91 octane Cylinder-head dome cut , polish, & lapping | 50.00 |
| Cylinder Porting (click here for porting info & prices) | |
| Cylinder/Case Port Matching | 120.00 |
| SEPERATE SERVICES | |
| Cylinder Boring & squaring of head and base gasket surfaces | 140.00 |
| KX, CR, RM 500 "Anti-Detonation" Dome Recut | 110.00 |
| Cylinder Head Dome Welding and Re-cutting (for offset dome heads) | 170.00 |